不锈钢加工厂生产工序效率优化完整方案
一、前期工艺图纸与订单环节优化
源头减少改单、错工带来的工序返工损耗。
设立专职工艺评审岗,接单同步核对图纸公差、材质、表面处理标准
建立标准化工艺模板,罐体、箱体、法兰等非标件固化加工路线
图纸变更执行书面变更单,同步更新物料与工序工时,防止车间错做
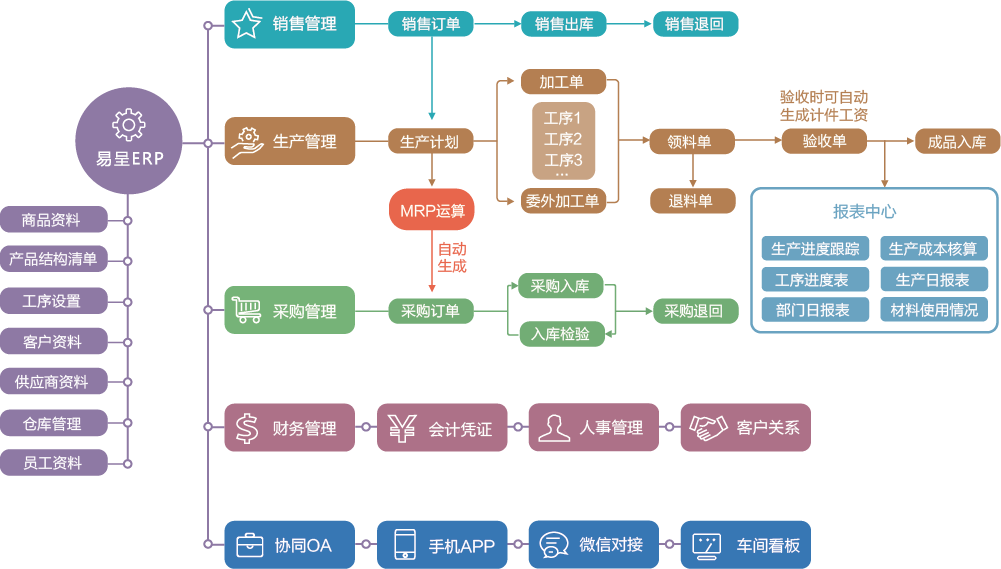
借助易呈ERP录入BOM与工艺路线,一键下发车间,替代纸质图纸传递
二、下料切割工序提效措施
不锈钢板材、管材成本高,套料优化直接降损耗、省切割工时。
采用专业套料软件排版,大小工件混合排版,*大化板材利用率
切割余料扫码建档,易呈ERP记录长宽厚度、重量,小订单优先耗用余料
区分板材厚度分配设备:薄板激光、厚板等离子、直条件剪板,避免大设备干小件
统一来料堆放分区,304、316L、201分区域存放,减少找料搬运时间
三、成型折弯、刨槽、卷圆工序优化
批量同类工件集中排产,减少折弯机反复调模、换刀耗时
精密折弯件提前统一刨槽,避免焊接后校正变形多耗工时
工装夹具标准化,常用异形件制作专用定位模具,降低人工校准时间
工位就近摆放半成品转运架,减少工件来回搬运距离
四、焊接核心工序降本增效手段
焊接是非标不锈钢加工耗时*长、人工成本*高的环节。
简单小件点焊流水线作业,大件固定工位组对焊接,分工明确
统一焊丝、保护气体规格批量采购,工位定点存放辅料,随用随取
推行预打磨组对,减少满焊后大面积打磨修正变形
利用易呈ERP扫码报工,统计每个焊工单件工时,评比产能优化操作手法
批量外发简单抛光、粗焊工序,本厂聚焦高精度核心焊接件
五、表面处理与检验工序精简管控
同类表面工艺(拉丝/镜面/酸洗)工单合并加工,减少设备反复清洗切换
设置IPQC巡检节点,半成品尺寸、焊缝提前检测,不等到成品才批量返工
FQC成品检验标准化表单,易呈ERP录入检验数据,不良品快速标记隔离
检验、包装工位相邻排布,检验合格直接打包,减少二次转运磕碰划伤
六、生产排产与流转模式优化
摒弃人工手写排程,使用易呈ERP可视化排产,均衡激光、折弯、焊机负荷
急单、大单、小单分级优先级,避免大单挤占小单交期或急单打乱全盘产能
推行工单一物一码,每道工序流转扫码交接,实时查看在制品位置
瓶颈工序增加备用人手或外协兜底,防止一道工序停滞拖累整体订单进度
七、数字化工具易呈ERP辅助工序长效优化
靠人工管控难以持续提效,系统沉淀数据持续迭代工艺。
自动核算每道工序实际工时,对比标准工时,找出低效工序与操作问题
归集订单材料、人工、辅料成本,识别高损耗工件,优化后续加工工艺
库存余料、辅料实时管控,杜绝缺料停工、多领料浪费情况
计件工资联动工序报工,多劳多得激励工人提升单班产出效率
完整追溯工艺档案,优质高效工艺一键复制到新同类订单
八、现场5S与人员管理配套优化
车间划分原料区、下料区、成型区、焊接区、抛光区、成品区,动线不交叉
定期设备保养:激光头、折弯模具、焊机定时维护,减少故障停机时长
开展工序技能培训,一人多岗,高峰期灵活调配人力支援瓶颈工位
建立产能激励机制,达标*额给予工序绩效奖励